SPC:Statistical Process Control------统计制程控制
应用统计技术对过程中的各个阶段进行评估和监控,从而保证产品与服务满足要求的一种质量技术。
先聊几个概念:
正态分布(Normal distribution):
又名高斯分布(Gaussian distribution),一种最常见的连续性随机变量的概率分布,最早由棣莫弗(Abraham de Moivre)在求二项分布的渐近公式中得到。C.F.高斯在研究测量误差时从另一个角度导出了它。P.S.拉普拉斯和高斯研究了它的性质。是一个在数学、物理及工程等领域都非常重要的概率分布,在统计学的许多方面有着重大的影响力。
是不是很纠结,看不懂,没关系。通俗来说正态分布是一个概率学的理论,是一种在某个精度前提下,多次重复导致的实际数值和平均值之间的分布状况。举例说明
手枪打靶,开枪10000次,对于正常人来说,靶纸着弹点的密度通常是越靠近靶心越多,距离靶心越远的着弹点越少(前提:平均打到靶心)。
高中学生平均身高172cm,通常来说靠近172cm的人数最多,越远离172cm,人数会越少。只要统计的取样足够,基本不会出现一个班级49%的同学身高高于185cm,49%同学身高低于155cm,只有2%同学的身高在172cm左右这种情况,这就是正态分布。
最后强调下,正态就是Normal,就是正常状态的意思,不能用杠精的思路去思考。
正态分布告诉我们,世间 万物,只有有足够的取样数据,分析后发现皆 有一定分布规律 。类似中庸之道,类似大数据,类似大家都喜欢去人多的地方,类似你老婆发脾气的时候你十有八九会怂。
标准差(Standard Deviation)
是离均差平方的算术平均数(即:方差)的算术平方根,用σ表示。标准差也被称为标准偏差,或者实验标准差,在概率统计中最常使用作为统计分布程度上的测量依据。

标准差是一组数据平均值分散程度的一种度量。一个较大的标准差,代表大部分数值和其平均值之间差异较大;一个较小的标准差,代表这些数值较接近平均值。
例如,两组数的集合 {0, 5, 9, 14} 和 {5, 6, 8, 9} 其平均值都是 7 ,但第二个集合具有较小的标准差。
标准差的意义是什么呢?简单来说就是说明取样数据的 离散程度 ,举例说明
全员集合:很集中的在一起:标准差小;很分散的站着:标准差大。
100次打靶,最差的是3环:标准差小;0-10环甚至脱靶都有:标准差大
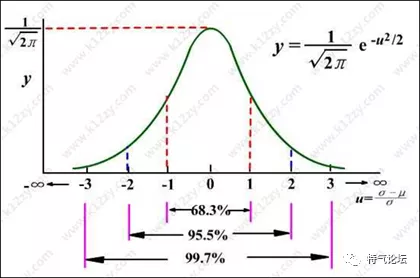
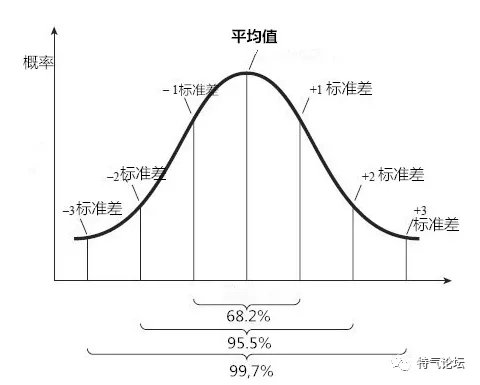
知道前两个概念,敲黑板,说重点 :正态分布符合以下规律
有68.2%数值位于平均值1个标准差的范围之内
有95.4%的数值位于2个标准差的范围以内
还有99.7%的数值位于3个标准差的范围以内
只要 三个标准差 基本上可以做人上人了,同志们,简称3σ :sigma
是不是感觉有点傻,或者感觉自己不服,但这个不重要,这就是统计学的基础之一。
然后导入SPC概念,首先取得足够多的数据
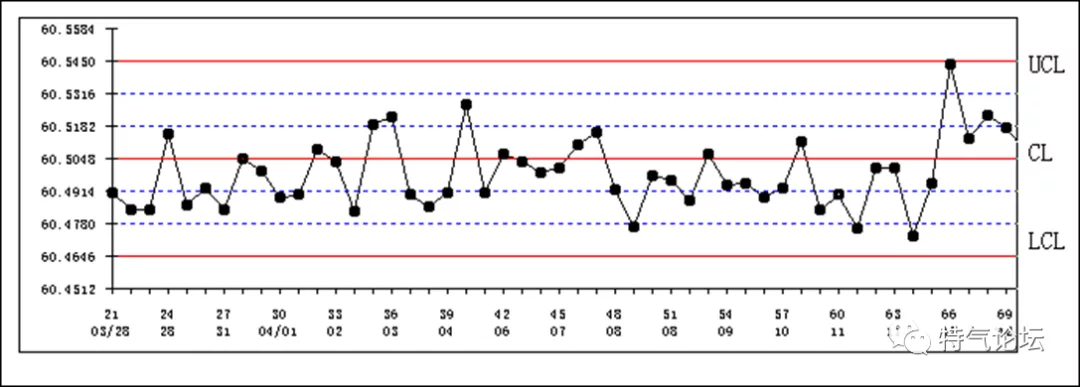
开始画图
横坐标:以随时间推移而变动的样品号
纵坐标:控制参数或统计值
中心线(CL):Central Line;代表实际数据平均值
上规格限(USL):Upper Specification Line;代表规格/标准上限
下规格限(USL):Upper SpecificationLine;代表规格/标准下限
上控制限(UCL):Upper Control Line;代表数据控制的上限:3σ
下控制限(LCL) :Lower Control Line;代表数据控制的下限:3σ
先搞UCL/LCL
再搞USL/LSL

只要确保USL/LSL在UCL/LCL的外侧,是不是就能保证合格率>99.7%?
答:是的,absolutely 是的!
SPC的判断标准是什么呢?
需要依据自己的行业特点和制程管控能力制定,普世的规律如下:

OOC Rule
所以结论是:只有确保平均值上下各设置3σ的范围在规格的正负偏差内,就可以确保合格率>99.7%。
对于一般工业而言,>99.7%已经是很好的合格率了。如果确保USL-LSL远远大于UCL-LCL,是不是可以提高合格率,答:是的!
上文谈了只要(USL-LSL)>大于(UCL-LCL),就可以确保较高的合规率,但是精明的读者会发现一个问题,合格率是提高了,但是不能确保合格的产品都靠近我们的目标值或者靶心位置。
下面两个SPC的Data 一样,都很好,但是大家会发现左图的Data无法接受,为什么呢?SPC中其实没有关注到Target也就是目标值或者靶心。
怎么办?别急,还有CPK。
Cp:生产过程的自然能力与要求规格的比较

CP啥意思?就是你的USL-LSL和三个西格玛的比例关系,越大说明你的制程控制能力越好,很简单,不容易出现不合格产品吗。
Cp指标的判断(Cp越大越好):一般来说
Cp<1,过程能力不足
1 ≤ Cp < 1.33,过程能力尚可
1.33≤ Cp < 1.67,过程能力充足
大多数情况下:Mean≠Target,那么分析过程能力的时候就要考虑均值Mean的影响,所以就引入Cpk概念
Cpk :过程输出均值与规格中心或目标不重合时的过程能力指数
Cpk计算公式一:Cpk=(1-Ca) ×Cp

Cpk计算公式二:

CPK的意义:Target目标值和USL或LSL之间距离最小的那个,和3σ的比值,越大说明目标值越靠近平均值,说明越好。
SPC和CPK简单来说:
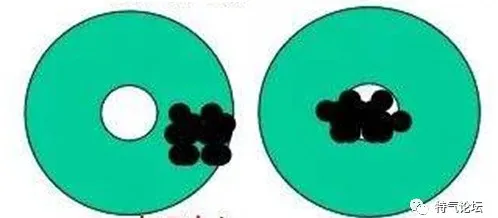
SPC控制精度,简单来说打靶是不是比较集中,不手抖
CPK控制准度,简单来说打靶是不是都比较靠近靶心,不歪眼
打靶又精又准,是不是质量就高,是的,就是这样。
要想质量稳而准,不手抖@SPC,不歪眼@CPK。
附图:精度和准度的不同状况 - 网络图

注:少量内容来自网络,如有侵权请告知,谢谢

发表评论 取消回复